


































管道带压开孔机工艺
发布日期:2017-02-14 点击: 次
管道带压开孔机工艺主要应用于开孔直径在Φ 219mm以上的施工作业,由液压站或电机提供开孔的动力。
1.施工前准备
按照作业母管管径和要开旁路孔的大小,以及管路运行数据,选定相应的主辅设备,并检查确认其运行状况是否良好,与手动施工工艺相同。
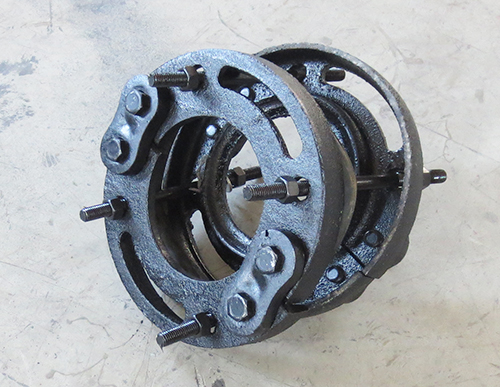
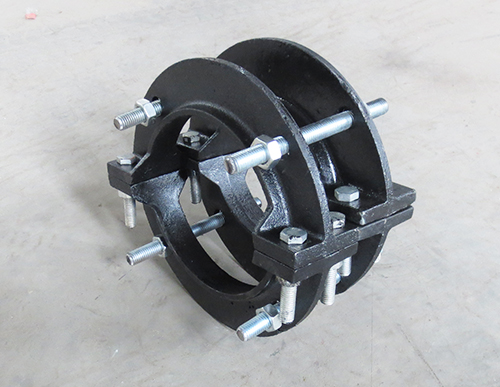
2.焊接法兰短截
在输送管线上确定需开孔的位置, 层,将预制好的法兰短截紧密贴合在母管外表,同时调整法兰端面,使法兰线与母管轴线垂直,调整完毕后,将它们 焊接到母管上,其焊接操作要求与手动作业相同。
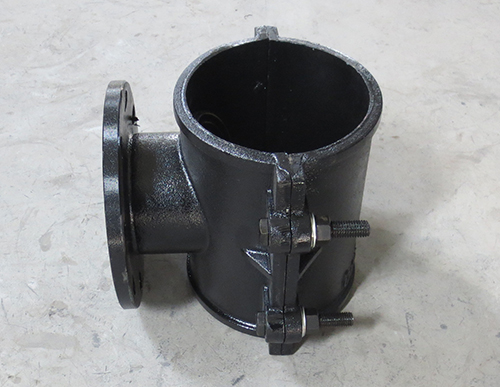
3.安装开孔阀门
法兰短截焊接完毕后,将阀门安装到法兰上,加密封垫联接紧固,打开闸板,检查阀门内腔有无障碍物,确认开孔刀具是否可以顺利通过。
4.开孔
将开孔机与连箱组装好,并与阀门联接紧固。从连箱泄压口充入气体试压,检查确认焊口是否严密,如有漏气现象,可进行修焊;如良好,则将开孔机与液压站通过高压胶管联接,进行空车试转,根据所开旁路孔直径调定转速,进行开孔作业,见图。
5.连头作业
开孔刀具切透管壁后,关闭液压站,人工提升刀具至连箱内,同时带出切割下的马鞍块,关闭阀门,泄放连箱内介质,确认无介质泄露,将开孔机卸下,即可进行旁路管线的连头作业。
浏览更多与 管道带压开孔机 相关的产品信息

80-200手动钻孔机用 途: 用于切断输送水、气的管...

手动不停水钻孔机管道开孔设备 申请号: 申请日...

手动丝扣钻孔机操作简单、使用方便。...

井圈井盖 介绍: 1.防响:井盖与井圈接触面加防...
三兴的宗旨:客户服务 完善服务
"客户服务”是我们的经营宗旨,全心全意的做好服务是“客户服务”的必然要求。
三兴产品国标标准质量
公司严格按着合同约定安排生产、发运,按着合同约定时间供货。
三兴产品质量保险
三兴的每一件产品均经严格检查,产品质量放心。
"客户服务”是我们的经营宗旨,全心全意的做好服务是“客户服务”的必然要求。
三兴产品国标标准质量
公司严格按着合同约定安排生产、发运,按着合同约定时间供货。
三兴产品质量保险
三兴的每一件产品均经严格检查,产品质量放心。
